DÖKÜM PARÇASI TASARLAMA
Döküm ürünlerinde “yöntem - yapı – özellik” iliskisi döküm teknolojisinin
ana ugrasını olusturur. Bir baska deyimle, seçilen alasımdan belirli bir
parçanın hangi döküm yöntemi ile elde edilecegi, ne tür bir katılasma
yapısında ve özelliklerde oldugu, döküm hatalarının (bosluk, segregasyon
v.b.) ne sekilde engellenmesi gerektigi çözülmesi gereken konuların
baslıkları arasında yer almaktadır. Döküm endüstrisi, endüstriyel
gelismenin bir indeksi veya bir ülkenin ekonomik seviyesinin bir isareti
olarak bilinir.
Bir parçanın döküm yöntemiyle imali kararlastırıldıktan sonra, parçanın
geometrik seklinin, malzemesinin ve tasıyacagı zorlama seviyesinin, hangi
döküm yöntemine uygun oldugunun belirlenmesi gerekir. Her parça, her
döküm yöntemiyle imal edilemez. Çok karısık bir sekle sahip parça ile
basit bir sekle sahip parçanın aynı döküm yöntemiyle imal edilmesi, hem
imalat teknigi açısından ve hem de ekonomiklik açısından uygun degildir.
Bir parçanın belirli bir döküm yöntemine uygun olup olmadıgına karar
verilebilmesi için, parçanın asagıdaki kriterler bakımından incelenmesi
gerekir.
a) Zorlamalar
b) Malzeme
c) Enerji
d) Süre
e) Maliyet
Döküm parçalarının tasarımı, genel imalat teknigi prensipleri yanında, özel
döküm teknigi prensiplerinin de göz önünde tutulmasını gerektirir. Bu özel
döküm teknigi prensipleri arasında, sıvı haldeki döküm malzemesinin
döküm kalıbını doldurmaya yeterli miktarda olması ve soguma esnasında
özellikle katılasma sıcaklık alanında olusacak büzülmeye müsaade etmesi
gerekir. Döküm parçalarının tasarımında, muhtemel problemleri en aza
indirmeye yönelik tasarım kuralları asagıda verilmistir:
1. Kural: Doldurma isleminin, türbülans olusturmayacak sekilde yapılması
ve döküm sırasında olusan gazların ve havanın kalıptan tam olarak çıkması
saglanmalıdır.
2. Kural: Parçanın her tarafının mümkün oldugunca aynı hızla soguması
ve katılasması saglanmalıdır.
3. Kural: Büzülmeyi sınırlayıcı nedenler en aza indirilmelidir.
4. Kural: Döküm kalıbının sekli, mümkün oldugu kadar basit olmalıdır.
5. Kural: Sonradan kesilerek uzaklastırılmaları gereken yolluk, çıkıcı ve
besleyici gibi döküm çapakları, kolayca ulasılabilecek sekilde
yerlestirilmelidir.
6.Kural: ç köselerde büyük radyüslü köse dolguları tasarlanmalı ve keskin
kenarlar yuvarlaklastırılmalıdır
7.Kural: Gerilim yogunlasması daima önemli bir konudur. Artan metal
miktarı daha fazla bir büzülmeye ve dolayısıyla yüzeyde çok ince bir
tabaka üstünde asırı gerilimlere yol açarak malzemenin çatlamasına sebep
olur. Bu yüzden, gerilme odagı olduklarından ve sıcak yırtılma ve
çatlamalara neden olabileceklerinden, sivri, keskin köse ve açılardan
kaçınılmalıdır. Böyle kısımlar varsa yuvarlatılmalıdır. Böyle bir yuvarlama
gerilim yogunlasmasını azalttıgı gibi malzemenin soguma ile büzülmesinde
de olumlu etkiler yapar.
8.Kural: Döküm üzerinde, talas kaldırmanın gerekli oldugu tüm
yüzeylerde, Talaslı isleme toleransı olarak adlandırılan ilave malzeme
bırakılır. Kum dökümler için tipik talaslı isleme toleransları 1.5 ile 3 mm
arasındadır.
9.Kural: Herhangi bir destegi olmayan büyük düz kısımlardan
kaçınılmalıdır.
10.Kural: Özellikle pres dökümlerde, ayırma veya koparma yerlerini
dökümün köselerine getirmeye çabalamalıdır. Böyle yapılırsa, parçalar
birbirinden ayrıldıgında ayrım yeri pek belli olmaz.
11.Kural: Sürekli birbiriyle kesisen kaburga seklindeki desenler birçok
problemlere yol açabilir. Bu kaburgaların biraz kavislendirilmesi gerilim
yogunlasmasını önemli ölçüde azaltır.
Biçimlendirme Prensipleri:
Tasarımlarda uyulması gereken biçimlendirme prensipleri, döküm
kusurlarının ortaya çıkmaması için gerekli olanlar ve imalat kolaylıgı
bakımından yararlı olanlar seklinde sınıflandırılarak asagıda verilmistir.
Döküm Kusurlarının Olusmasının Önlenmesi için Uyulması Gereken
Biçimlendirme Prensipleri söyledir;

Parça tasarımında kalıbın sekil ve katılasmanın yönü düsünülerek kesitler
sıvı metalin beslendigi bölgelere dogru artırılmalıdır. Böylece çekme
bosluklarının olusumunu önlemek için besleyici, çekici, sogutucu gibi kalıp
elemanlarının kullanılması gerekmez.
 Kesitleri mümkün oldugunca esit kalınlıkta düzenlenmelidir. Böylece kalın
Kesitleri mümkün oldugunca esit kalınlıkta düzenlenmelidir. Böylece kalın
kesitlerde çekme boslugu olusumunun önlemek için ilave besleme yapmak
gerekmez. Ani kesit degisikliklerinden kaçınılmalıdır.
 Bir noktada mümkün oldugu kadar az kesit birlestirilmelidir. Aksi halde en
Bir noktada mümkün oldugu kadar az kesit birlestirilmelidir. Aksi halde en
son olarak katılasacak bu köselerde çekme boslugu olusur.
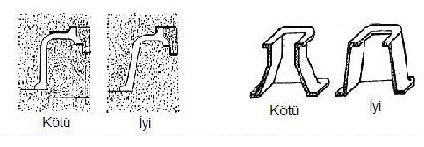
 Katılasma sırasında olusan taneleri ısının uzaklastırdıgı yöne göre
Katılasma sırasında olusan taneleri ısının uzaklastırdıgı yöne göre
biçimlenecegi düsünülerek içyapıda bazı zayıf bölgelerin olusması
mümkündür. Yukarıda dik açık bir kösede katılasma sonrasında içyapıda
ortaya çıkan zayıf bir bölge görülmektedir. Köseler yuvarlatılarak daha
uygun iç yapılar elde edilebilir.
 Soguma sırasında parçada olusabilecek sıcak yırtılma, çatlak ve
Soguma sırasında parçada olusabilecek sıcak yırtılma, çatlak ve
çarpılmaları önlemek için gerilme yıgılmalarına imkan vermemeli ve bu
amaçla geçisler yumusak yapılmalı ve keskin köselerden kaçınılmalıdır.
 Maçalar biçimlendirilirken, döküm sırasında olusacak gazların kalıbı nasıl
Maçalar biçimlendirilirken, döküm sırasında olusacak gazların kalıbı nasıl
terk edecegi düsünülmeli ve gerekirse ek bosluklar açılarak düzeltmeler
yapılmadır.


gazların kaçması ve döküm sonrasında maçaların kolay temizlenebilmesi
için gerekli bosluklar bırakılmalıdır.
 -Çekirdek etrafındaki ince duvarları etrafında bu sekilde tasarım yapılır.
-Çekirdek etrafındaki ince duvarları etrafında bu sekilde tasarım yapılır.
 -Dıs bükey disli milin içine kolay tutunur; iç bükey disli tasarımı zordur ve
-Dıs bükey disli milin içine kolay tutunur; iç bükey disli tasarımı zordur ve
pahalıdır.

-Derin bosluklar mümkünse aynı yönde olmalıdır.
 -Daha ucuz olması için tasarlanmalıdır.
-Daha ucuz olması için tasarlanmalıdır.

ç içe geçmis parçalarda nadiren düzeltme yapılır. Öncelikle tasarımda iki küçük
göbek daha büyük göbegi tasıyacak sekilde yapılır.
 -İ ç ceketler dogru boyunca kalıbın yarısına sıgdırılmalıdır, matkap deliklerini
-İ ç ceketler dogru boyunca kalıbın yarısına sıgdırılmalıdır, matkap deliklerini
önlemek için.
 -Eger iki döküm parçanın köseleri birbirine oturmussa,bu sekilde tasarlanarak
-Eger iki döküm parçanın köseleri birbirine oturmussa,bu sekilde tasarlanarak
rahatlama saglanır.

-Yuvarlak kısımlarda keskin köselerden kaçınılmalıdır.

 -Ayrık parçalar döküm sırasında bu sekilde desteklenir.
-Ayrık parçalar döküm sırasında bu sekilde desteklenir.
 -Kabartmaların maaliyeti, baskılardan daha düsüktür.
-Kabartmaların maaliyeti, baskılardan daha düsüktür.
 -Vidada yüzeyler arasında asınmayı önlemek için bosluk bırakılır.
-Vidada yüzeyler arasında asınmayı önlemek için bosluk bırakılır.
 -Bazı dıs hatlar bu sekilde metal kalıba daha kolay islenir.
-Bazı dıs hatlar bu sekilde metal kalıba daha kolay islenir.
 -Keskin iç köseleri korumak zordur, yarıçaplı tasarımlar gerçeklestirilir.
-Keskin iç köseleri korumak zordur, yarıçaplı tasarımlar gerçeklestirilir.
 -Yuvadaki ince duvar ortadan kaldırılır.
-Yuvadaki ince duvar ortadan kaldırılır.

- İç yüzeylerde çapak temizlemek için bu sekilede basitlestirme yapılır.
 -Büyük yüzeylerden kaçınılır, mümkün oldugunca nervürlü(pürüzlü),disli,noktalı,vs.
-Büyük yüzeylerden kaçınılır, mümkün oldugunca nervürlü(pürüzlü),disli,noktalı,vs.

-İ sleme payı için bu tür modellerde ek pay bırakılır

-Kaburga ve göbekler, çıkıntılı olarak düzeltilmelidir
 -Duvar bölümleri eger mümkünse aynı olmalıdır
-Duvar bölümleri eger mümkünse aynı olmalıdır

-Düzgün duvarlar elde etmek ve dayanımı arttırmak için agır bölgelerdeki maça
parçalarının yanına kaburga eklenmelidir.

-Derin kirislerin daha kolay çıkarılabilmesi için en uygun taslak saglanır.
 -Dısbükey setler metal kalıp imalatı için kolaydır, içbükey girintiler ise zor ve
-Dısbükey setler metal kalıp imalatı için kolaydır, içbükey girintiler ise zor ve
pahalıdır.
 -Bütün köselerde Maksimum radüs saglanmalıdır
-Bütün köselerde Maksimum radüs saglanmalıdır

-Geçitlerin ve saçakların basitlestirilmesi için tarak üzerlerine zırh saglanmalıdır
 -Baglanma noktalarında maça üzerinde olusabilecek çekme gerilmelerini ortadan
-Baglanma noktalarında maça üzerinde olusabilecek çekme gerilmelerini ortadan
kaldırmak için bosluklar degistirilebilir
 Modelin kalıptan rahatça sıyrılabilmesi için saçaklı ve geçitli kısımların düz
Modelin kalıptan rahatça sıyrılabilmesi için saçaklı ve geçitli kısımların düz
olması gerekir.
Döküm ürünlerinde “yöntem - yapı – özellik” iliskisi döküm teknolojisinin
ana ugrasını olusturur. Bir baska deyimle, seçilen alasımdan belirli bir
parçanın hangi döküm yöntemi ile elde edilecegi, ne tür bir katılasma
yapısında ve özelliklerde oldugu, döküm hatalarının (bosluk, segregasyon
v.b.) ne sekilde engellenmesi gerektigi çözülmesi gereken konuların
baslıkları arasında yer almaktadır. Döküm endüstrisi, endüstriyel
gelismenin bir indeksi veya bir ülkenin ekonomik seviyesinin bir isareti
olarak bilinir.
Bir parçanın döküm yöntemiyle imali kararlastırıldıktan sonra, parçanın
geometrik seklinin, malzemesinin ve tasıyacagı zorlama seviyesinin, hangi
döküm yöntemine uygun oldugunun belirlenmesi gerekir. Her parça, her
döküm yöntemiyle imal edilemez. Çok karısık bir sekle sahip parça ile
basit bir sekle sahip parçanın aynı döküm yöntemiyle imal edilmesi, hem
imalat teknigi açısından ve hem de ekonomiklik açısından uygun degildir.
Bir parçanın belirli bir döküm yöntemine uygun olup olmadıgına karar
verilebilmesi için, parçanın asagıdaki kriterler bakımından incelenmesi
gerekir.
a) Zorlamalar
b) Malzeme
c) Enerji
d) Süre
e) Maliyet
Döküm parçalarının tasarımı, genel imalat teknigi prensipleri yanında, özel
döküm teknigi prensiplerinin de göz önünde tutulmasını gerektirir. Bu özel
döküm teknigi prensipleri arasında, sıvı haldeki döküm malzemesinin
döküm kalıbını doldurmaya yeterli miktarda olması ve soguma esnasında
özellikle katılasma sıcaklık alanında olusacak büzülmeye müsaade etmesi
gerekir. Döküm parçalarının tasarımında, muhtemel problemleri en aza
indirmeye yönelik tasarım kuralları asagıda verilmistir:
1. Kural: Doldurma isleminin, türbülans olusturmayacak sekilde yapılması
ve döküm sırasında olusan gazların ve havanın kalıptan tam olarak çıkması
saglanmalıdır.
2. Kural: Parçanın her tarafının mümkün oldugunca aynı hızla soguması
ve katılasması saglanmalıdır.
3. Kural: Büzülmeyi sınırlayıcı nedenler en aza indirilmelidir.
4. Kural: Döküm kalıbının sekli, mümkün oldugu kadar basit olmalıdır.
5. Kural: Sonradan kesilerek uzaklastırılmaları gereken yolluk, çıkıcı ve
besleyici gibi döküm çapakları, kolayca ulasılabilecek sekilde
yerlestirilmelidir.
6.Kural: ç köselerde büyük radyüslü köse dolguları tasarlanmalı ve keskin
kenarlar yuvarlaklastırılmalıdır
7.Kural: Gerilim yogunlasması daima önemli bir konudur. Artan metal
miktarı daha fazla bir büzülmeye ve dolayısıyla yüzeyde çok ince bir
tabaka üstünde asırı gerilimlere yol açarak malzemenin çatlamasına sebep
olur. Bu yüzden, gerilme odagı olduklarından ve sıcak yırtılma ve
çatlamalara neden olabileceklerinden, sivri, keskin köse ve açılardan
kaçınılmalıdır. Böyle kısımlar varsa yuvarlatılmalıdır. Böyle bir yuvarlama
gerilim yogunlasmasını azalttıgı gibi malzemenin soguma ile büzülmesinde
de olumlu etkiler yapar.
8.Kural: Döküm üzerinde, talas kaldırmanın gerekli oldugu tüm
yüzeylerde, Talaslı isleme toleransı olarak adlandırılan ilave malzeme
bırakılır. Kum dökümler için tipik talaslı isleme toleransları 1.5 ile 3 mm
arasındadır.
9.Kural: Herhangi bir destegi olmayan büyük düz kısımlardan
kaçınılmalıdır.
10.Kural: Özellikle pres dökümlerde, ayırma veya koparma yerlerini
dökümün köselerine getirmeye çabalamalıdır. Böyle yapılırsa, parçalar
birbirinden ayrıldıgında ayrım yeri pek belli olmaz.
11.Kural: Sürekli birbiriyle kesisen kaburga seklindeki desenler birçok
problemlere yol açabilir. Bu kaburgaların biraz kavislendirilmesi gerilim
yogunlasmasını önemli ölçüde azaltır.
Biçimlendirme Prensipleri:
Tasarımlarda uyulması gereken biçimlendirme prensipleri, döküm
kusurlarının ortaya çıkmaması için gerekli olanlar ve imalat kolaylıgı
bakımından yararlı olanlar seklinde sınıflandırılarak asagıda verilmistir.
Döküm Kusurlarının Olusmasının Önlenmesi için Uyulması Gereken
Biçimlendirme Prensipleri söyledir;
Parça tasarımında kalıbın sekil ve katılasmanın yönü düsünülerek kesitler
sıvı metalin beslendigi bölgelere dogru artırılmalıdır. Böylece çekme
bosluklarının olusumunu önlemek için besleyici, çekici, sogutucu gibi kalıp
elemanlarının kullanılması gerekmez.
kesitlerde çekme boslugu olusumunun önlemek için ilave besleme yapmak
gerekmez. Ani kesit degisikliklerinden kaçınılmalıdır.
son olarak katılasacak bu köselerde çekme boslugu olusur.
biçimlenecegi düsünülerek içyapıda bazı zayıf bölgelerin olusması
mümkündür. Yukarıda dik açık bir kösede katılasma sonrasında içyapıda
ortaya çıkan zayıf bir bölge görülmektedir. Köseler yuvarlatılarak daha
uygun iç yapılar elde edilebilir.
çarpılmaları önlemek için gerilme yıgılmalarına imkan vermemeli ve bu
amaçla geçisler yumusak yapılmalı ve keskin köselerden kaçınılmalıdır.
terk edecegi düsünülmeli ve gerekirse ek bosluklar açılarak düzeltmeler
yapılmadır.
Modelin kalıptan kolay sıyrılabilmesi için gereli egimler düsünülmelidir.
Parça tasarımı yapılırken kalıplamada büyük kolaylık saglayacak düzlemsel
bir bölüm yüzeyi olusturulmasına dikkat edilmelidir
Zorunlu degilse çok sayıda maça kullanımından kaçınılmalı, mümkünse
maçalar birlestirilmeye çalısılmalı, döküm sırasında maçalarda olusacakgazların kaçması ve döküm sonrasında maçaların kolay temizlenebilmesi
için gerekli bosluklar bırakılmalıdır.
pahalıdır.
-Derin bosluklar mümkünse aynı yönde olmalıdır.
ç içe geçmis parçalarda nadiren düzeltme yapılır. Öncelikle tasarımda iki küçük
göbek daha büyük göbegi tasıyacak sekilde yapılır.
önlemek için.
rahatlama saglanır.
-Yuvarlak kısımlarda keskin köselerden kaçınılmalıdır.
-Her iki taraftada havsa delikleri olmalıdır.


- İç yüzeylerde çapak temizlemek için bu sekilede basitlestirme yapılır.
-İ sleme payı için bu tür modellerde ek pay bırakılır
-Kaburga ve göbekler, çıkıntılı olarak düzeltilmelidir
-Düzgün duvarlar elde etmek ve dayanımı arttırmak için agır bölgelerdeki maça
parçalarının yanına kaburga eklenmelidir.
-Derin kirislerin daha kolay çıkarılabilmesi için en uygun taslak saglanır.
pahalıdır.
-Geçitlerin ve saçakların basitlestirilmesi için tarak üzerlerine zırh saglanmalıdır
{kind=link}
kaldırmak için bosluklar degistirilebilir
olması gerekir.
Yorumlar
Yorum Gönder